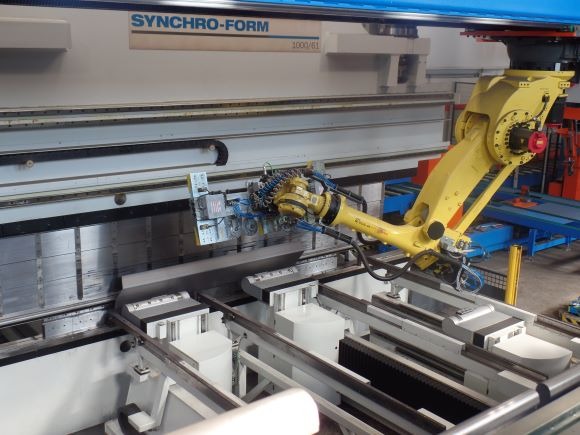
Carpenteria C.S.引进的 Synchro-Form 1000/61折弯机的压力为1000吨,折弯长度可超过6000毫米,并配备了全自动化过程控制技术解决方案。Calzolari 解释道: “它从仓库中取出一块激光切割毛坯,然后机器人自动运送到工位进行机械加工。然后,第二机器人将坯料送到 Synchro-Form 折弯机上,然后对其进行折弯,每个工件的平均折弯周期为5分钟,具体时间取决于材料的尺寸和厚度。折弯完成后,立即自动从折弯机中取出坯料,并由机器人转移至用于质量控制的3D扫描系统。如果零件满足精度要求,则将其移至机器人焊接工位进行最终加工。”
“Synchro-Form是一种革命性的自适应折弯系统,是加工具有多道折弯的大型零部件的理想选择,例如 Carpenteria C.S.生产的起重机用六边形型材,” LVD 意大利公司销售总监 Andrew Battistini 说, “Synchro-Form 的多轴模块用于定位工件并测量角度。数字化信息被转发到Touch-B控制器,对部件和滑块位置进行调整,从而以获得正确的侧面轮廓。误差不会被累积而是会在随后的折弯步骤中进行补偿。Synchro-Form 可自动实时调整工件,其最大优点是无需旋转工件。”
得益于采用了独有的 Synchro-Form 技术,Carpenteria C.S.成功地优化了工艺,提升了效率,产品质量、可靠性和操作的灵活性也都得到提高。