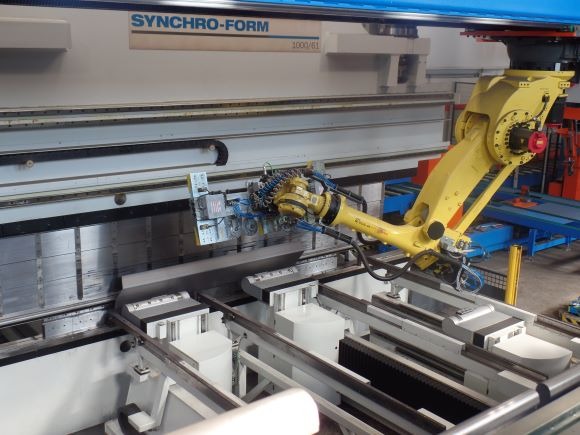
Die bei Carpenteria C.S. installierte Synchro-Form-Abkantpresse 1000/61– 1.000 Tonnen Presskraft und über 6.000 mm Biegelänge – ist mit technologischen Lösungen ausgestattet, mit denen der Prozess vollständig automatisiert durchgeführt werden kann. Calzolari erklärt: „Es beginnt mit einem lasergeschnittenen Platine, der aus dem Lager entnommen und zur mechanischen Bearbeitung über Roboter zu einer Arbeitsstation transportiert wird. Ein zweiter Roboter liefert den Rohling dann an die Synchro-Form-Abkantpresse, die ihn dann je nach Größe und Dicke des Materials mit einem durchschnittlichen Zyklus von fünf Minuten pro Werkstück biegt. Sobald das Biegen abgeschlossen ist, wird der Rohling automatisch aus der Abkantpresse gezogen und von einem Roboter zur Qualitätskontrolle in ein 3D-Scansystem gebracht. Wenn das Teil die Genauigkeitsanforderungen erfüllt, wird es zur endgültigen Bearbeitung zur Roboterschweißstation gebracht.“ „Synchro-Form ist ein revolutionäres adaptives Biegesystem, das sich ideal für die Herstellung großer Teile mit mehreren Biegungen eignet, z. B. für die Sechskantprofile für Kräne von Carpenteria C.S.“, sagt Andrew Battistini, Vertriebsleiter von LVD Italia. „Die mehrachsigen Synchro-Form-Module positionieren das Werkstück und messen die Winkel. Die digitalen Informationen werden an die Touch-B-Steuerung weitergeleitet, die Einstellungen an der Teile- und Stößelposition vornimmt, um das korrekte Profil zu erzielen. Abweichungen werden nicht angesammelt, sondern in jedem Biegeschritt kompensiert. Synchro-Form passt das Werkstück in Echtzeit an und handhabt es automatisch, mit dem großen Vorteil, dass es nicht gedreht werden muss.“
Dank der Verwendung der exklusiven Synchro-Form-Technologie ist es Carpenteria C.S. gelungen, den Prozess zu optimieren, die Effizienz zu verbessern, Qualität, Zuverlässigkeit und Betriebsflexibilität zu erhöhen.
Lamiera, Gianandrea Mazzola