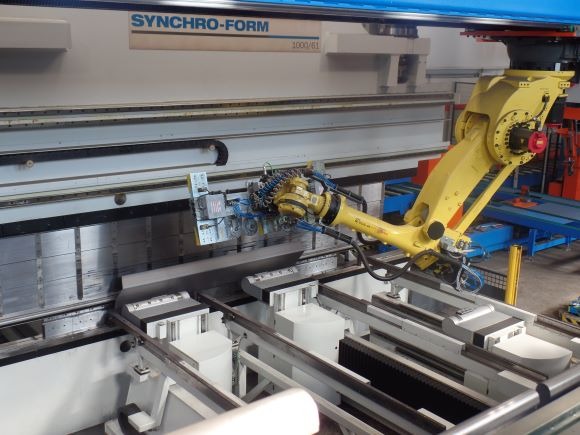
La piegatrice Synchro-Form 1000/61 - da 1.000 ton su oltre 6.000 mm di lunghezza di piega - installato in Carpenteria C.S. è dotato di soluzioni tecnologiche che consentono lo svolgimento del processo in totale automazione. Calzolari spiega: "Si parte da un foglio di lamiera sagomato prelevato dal magazzino e trasportato con un robot a una stazione di lavoro per la lavorazione meccanica. Un secondo robot consegna quindi il foglio alla pressa piegatrice Synchro-Form che lo piega a un ciclo medio di cinque minuti per pezzo, a seconda delle dimensioni e dello spessore del materiale. Una volta completata la piegatura, l’estrattore spinge fuori il pezzo e il robot lo presenta al sistema di scansione 3D che poi lo controlla automaticamente. Se ritenuto conforme, viene spostato alla stazione di saldatura robotica per la lavorazione finale".
"Synchro-Form è un sistema rivoluzionario di piegatura adattiva, ideale per realizzare particolari di grandi dimensioni con pieghe multiple, come lo sono i profili esagonali per gru realizzati da Carpenteria C.S.", dice Andrew Battistini, Direttore Vendite di LVD Italia. "I moduli multiasse Synchro-Form posizionano il pezzo e ne misurano gli angoli. Le informazioni digitali vengono trasmesse al controllo Touch-B, il quale apporta modifiche alla posizione del pezzo e del pestone per ottenere il profilo corretto. Le variazioni non vengono accumulate, ma compensate nei passi di piegatura seguenti. Synchro-Form adatta il pezzo in tempo reale e lo manipola automaticamente, con il grande vantaggio di non doverlo ruotare".
Grazie all’impiego dell’ esclusiva tecnologia Synchro-Form, Carpenteria C.S. è riuscita a ottimizzare il processo, migliorando l'efficienza, elevando la qualità, l'affidabilità e la flessibilità operativa.