












The same goes for the component fabrication. We see that quite a lot of time elapsed, but only a very small amount of time someone actually touched the order. So this chart displays the elapsed time and the touch time. Or, put differently, we have white blocks and blue blocks. Now let’s assume we buy a machine that can produce the parts 10% faster. With 10% faster machines, we will gain 10% here - in the blue block. 10% of 12 hours is 1.2 hours. It's a very small amount of time compared to the total lead time of 34 days.
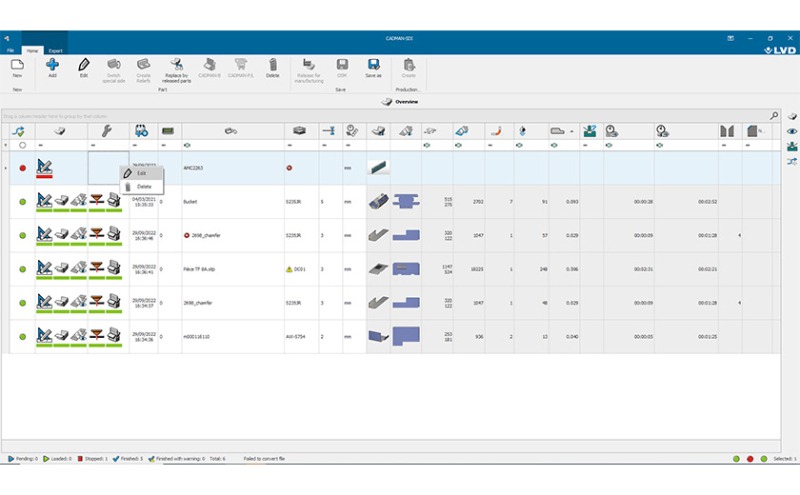
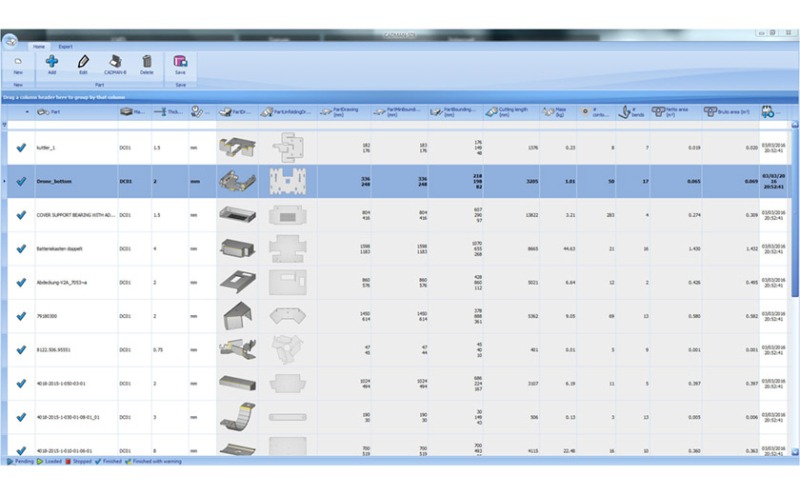
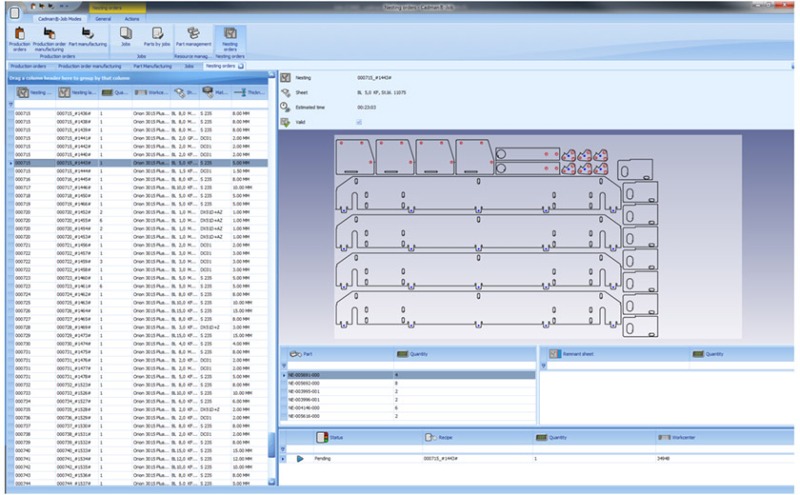
Okay, let's look at the flow. We need to make a quotation, then the drawing is made, the drawing is received and we can import the drawing in the CADMAN SDI (SDI standing for Smart Drawing Importer). After importing, CADMAN SDI will check if this drawing is correct, if it's made according to the sheet metal design rules. Secondly, CADMAN SDI will calculate all the cost drivers: what is the material, what is the weight, net surface, gross surface, number of bends, cutting contour length, and so on. All this information is immediately calculated automatically by CADMAN SDI.
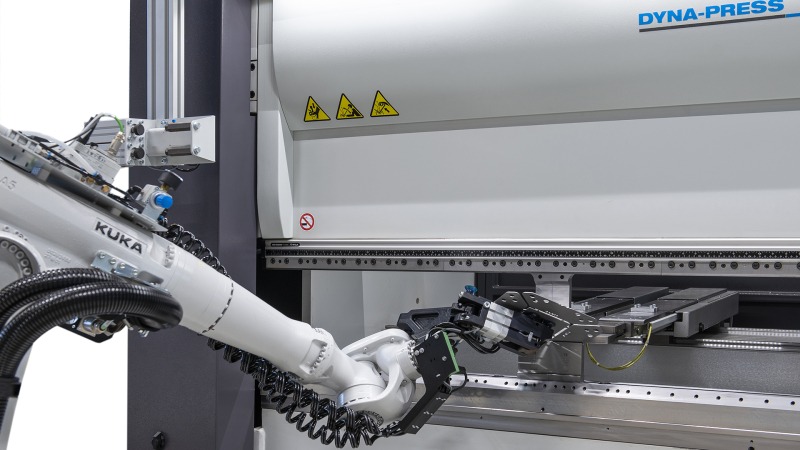
The next operation, if these are bent parts, will be sending a bend job to the press brake. So the press brake operator receives the jobs on his controller. He sees what is the production order, the part, the tool set-up (which tools are needed), the time calculated to do this set-up and the estimated bend time to execute this job. He will start the program and bend part by part. In real time in CADMAN JOB you can see the operator is executing this job and you see the job status. At the end, the operator validates the bend job by saying: “I received that quantity of 2D parts and I turned them into good (or maybe not-so-good) 3D parts”.

Learn more about LVD’s Art-2-Part Smart Process Flow and how it orchestrates operations
Watch this webinar to see how LVD’s integrated Art-2-Part solution facilitates order acceptance, job preparation, execution and validation as well as the real-time communication with MES and ERP systems.
