

















Profil
Entreprise Eurofours SA
Fondée en: 1980
Activité:
Fabrication de fours de boulangerie, armoires et chambres de fermentation, meubles de présentation de pâtisserie, chocolaterie et
boulangerie
Matériaux traités :
Aciers inoxydables, aluminium et alliages spéciaux
Installations LVD :
- Phoenix FL-3015 6 kW avec Compact Tower
- ToolCell 135/40
- Easy-Form-9 80/25
Logiciels :
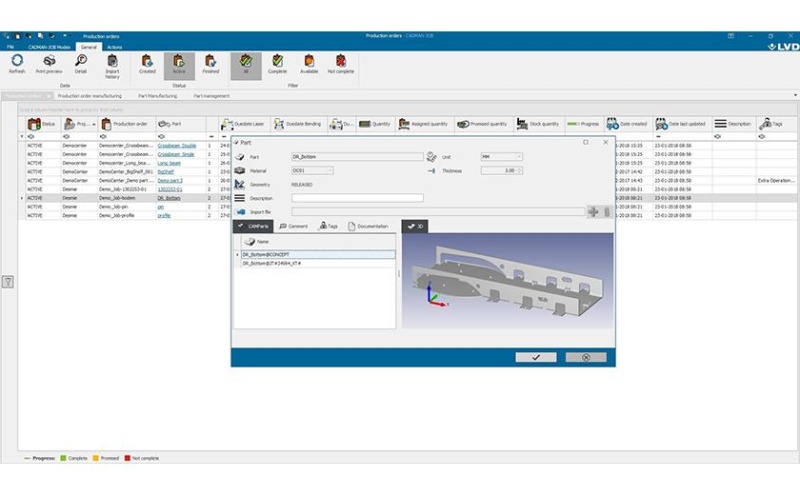
- CADMAN-SDI, CADMAN-B, CADMAN-L, CADMAN-JOB et Touch-i4

CADMAN-JOB generates a job list, which is a work order for the workshop. We import the program into the machine, which then executes the cutting sequence it’s been given. Once the work order is finished, the pallet is unloaded from the storage tower and placed on a separating table. At this table there is a tablet computer. The operator checks the part and enters into the tablet whether or not it’s acceptable. If the part is OK, the operator assigns it to an available trolley. When this is done a label is generated that contains several elements such as the work order, which is the work order from our ERP system, and it also states whether the part can go straight to assembly or needs to be bent.
As a result we now have 20% less waste material, giving us a bigger return on investment. We have also reduced the labour force by half in our sheet metal workshop. These workers have been reassigned to our assembly workshops, which has also improved our ROI. The insulation panels for our fermentation equipment, which used to be a major purchase cost, are now also manufactured in-house.
We also brought all sheet metal cutting of thick materials, which we used to outsource, back in-house. These are things that weren’t possible before.


